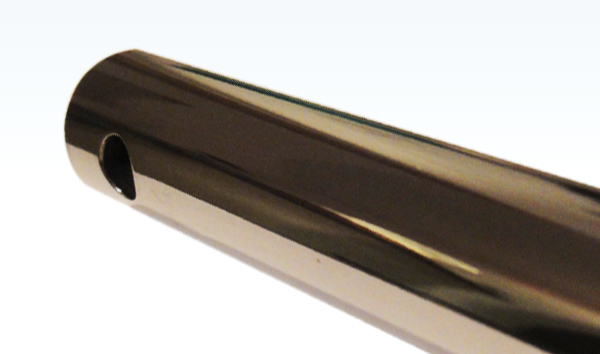
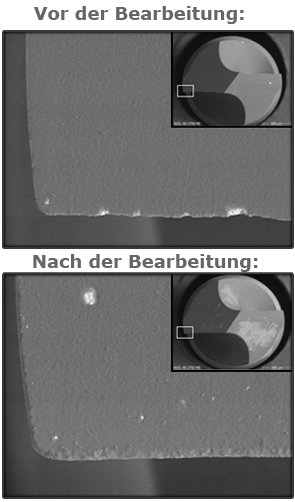
Schneidkantenverrundung
Bearbeitungswerkzeuge mit definierter Schneide sind größten Belastungen ausgesetzt. Um die
Stabilität und damit auch die Standfestigkeit der Schneiden zu erhöhen, ist es notwendig die
Schneidengeometrie an den jeweiligen Anwendungsfall anzupassen. Ziel ist es dabei, hinsichtlich einer
Schneidkantenverrundung die Hauptschneidenmikrogeometrie zu optimieren. Je nach Anwendungsfall kann eine
Kantenverrundung zwischen 3 und 50 µm erforderlich sein. Dabei ist zu beachten, dass die Verrundung im
richtigen Winkel zu der Hauptschneide angebracht wird.
Aus diesem Grund bietet die Firma Oberflächentechnik Stuchlik mit eigens dafür
entwickelten Bearbeitungsanlagen eine Lohndienstleistung der Schneidkantenverrundung für Ihre
Werkzeuge an.
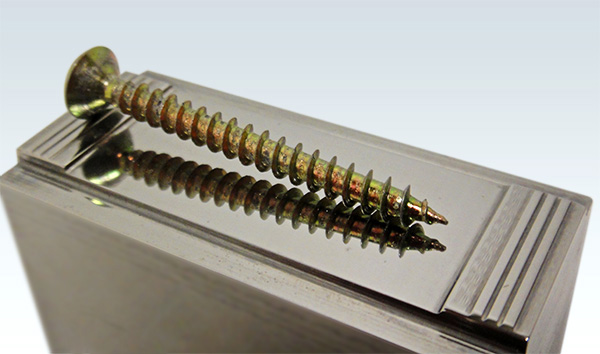
Der Hauptanwendungsbereich liegt im Bereich der Zerspan- und Stanzwerkzeuge. Durch die optimale Auslegung
der Schneidengeometrie von Stanzwerkzeugen (z.B. Lochstempel) ist eine Stanzeiterhöhung von bis zu
1200% realistisch.
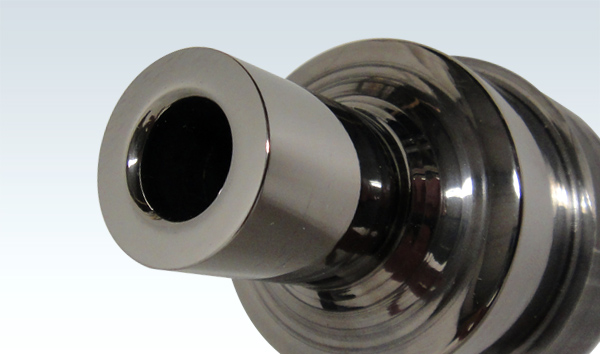
Bei Zerspanwerkzeugen (z.B. Bohrer) können höhere Schnittgeschwindigkeiten und größeres
Leistungsvermögen zwischen 20% und 600% realisiert werden.
Durch die Bearbeitung der Schneidengeometrie wird die Reibung zwischen Werkzeug und Werkstück deutlich
reduziert und außerdem ein verbesserter Wärmeabfluss ermöglicht. Durch die verbesserte
Oberflächenrauigkeit ist nach der Bearbeitung eine verbesserte Spanabfuhr und eine bessere Haftung von
eventuellen Hartstoffbeschichtungen spürbar.
Ziel ist, durch diese Bearbeitung eine längere Maschinenlaufzeit ohne Umrüstung, eine höhere
Prozesssicherheit und eine verbesserte Werkstückqualität zu erreichen.